在铣床上加工表面有硬皮的毛坯零件时,应采用顺铣方式。( )
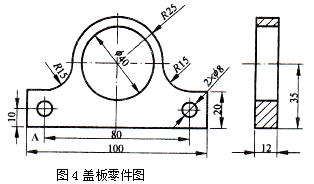
用毛坯尺寸为102mm×62mmx12mm板料,加工成如图4所示的盖板零件。用¢10mm的立铣刀加工外轮廓,主轴转速为1000r/min,进给速度为120mm/min。工件坐标系原点(Xo、Yo)设定在¢40mm的孔中心位置,其Z坐标定在毛坯上表面,起刀点在(0,0,100)位置,从A点切入(图中左下角),采用顺铣方式加工,利用刀具半径补偿功能(刀具半径补偿值放在D2中),编写外轮廓加工程序。

某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示: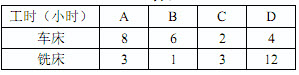 若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示:若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D四个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表3所示。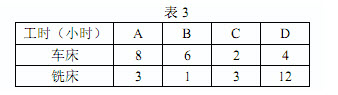 若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(8)位,4个零件加工共需(9)小时。
若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(8)位,4个零件加工共需(9)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D四个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表3所示。若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(8)位,4个零件加工共需(9)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示:若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示:若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
免费的网站请分享给朋友吧