某零件占机调整()时,不适于数控加工。

某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示: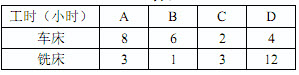 若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示:若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
当改变加工零件时,在数控机床上只要改变加工程序,就可继续加工新零件。
采用数控机床加工零件时,机床的数控系统需要获得编成程序形式的被加工零件的工艺过程、零件尺寸、工艺参数和走刀运动的数据等。
某车间需要用一台车床和一台铣床加工A、B、C、D四个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表3所示。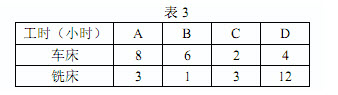 若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(8)位,4个零件加工共需(9)小时。
若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(8)位,4个零件加工共需(9)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D四个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表3所示。若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(8)位,4个零件加工共需(9)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示:若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
某车间需要用一台车床和一台铣床加工A、B、C、D4个零件。每个零件都需要先用车床加工,再用铣床加工。车床与铣床加工每个零件所需的工时(包括加工前的准备时间以及加工后的处理时间)如表12-9所示:若以A、B、C、D零件顺序安排加工,则共需32小时。适当调整零件加工顺序,可使所需总工时最短。在这种最短总工时方案中,零件A在车床上的加工顺序安排在第(1)位,四个零件加工共需(2)小时。
免费的网站请分享给朋友吧