 。
。

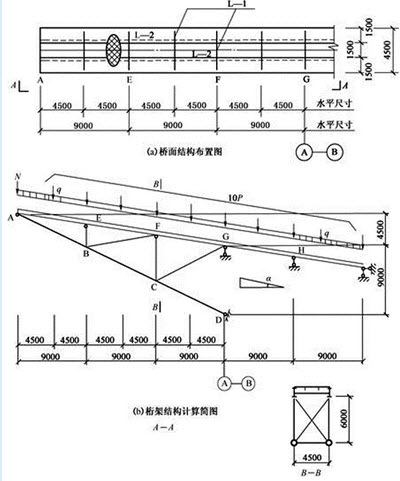
 节点构造同题。支管CG与下弦主管间用角焊缝连接,焊缝全周连续焊接并平滑过渡,焊缝强度要求按施工条件较差的现场高空施焊考虑折减;焊脚尺寸hf=8mm。若已知焊缝长度lw=733mm,试问,该焊缝承载力的设计值(kN)与下列何项数值最为接近?()
节点构造同题。支管CG与下弦主管间用角焊缝连接,焊缝全周连续焊接并平滑过渡,焊缝强度要求按施工条件较差的现场高空施焊考虑折减;焊脚尺寸hf=8mm。若已知焊缝长度lw=733mm,试问,该焊缝承载力的设计值(kN)与下列何项数值最为接近?()

某卸矿站带式输送机栈桥端部设计为悬挑的平面桁架结构,栈桥的倾斜桥面由简支梁系及钢铺板组成,如下图所示。桁架上弦杆及桥面梁系采用轧制型材,桁架腹杆及下弦杆采用热轧无缝钢管,腹杆上端与桁架上弦间以节点板连接,腹杆下端与桁架下弦主管直接焊接连接,全部钢材均采用Q235-B钢,焊条电弧焊使用E43型焊条,焊缝质量等级为二级。
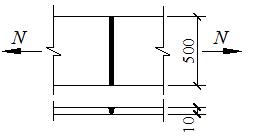
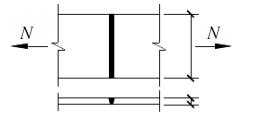
图中所示的拼接,板件分别为—240×8和—180×8,采用三面角焊缝连接,钢材Q235,焊条E43型,角焊缝的强度设计值 =160MPa,焊脚尺寸hf=6mm。此焊缝连接可承担的静载拉力设计值的计算式为:()
=160MPa,焊脚尺寸hf=6mm。此焊缝连接可承担的静载拉力设计值的计算式为:()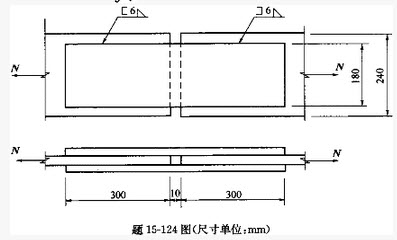
免费的网站请分享给朋友吧
