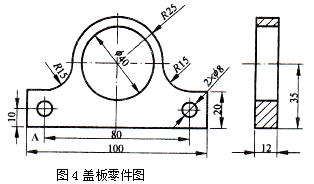
编写图示零件的加工程序。毛坯材料为Q235。
用毛坯尺寸为102mm×62mmx12mm板料,加工成如图4所示的盖板零件。用¢10mm的立铣刀加工外轮廓,主轴转速为1000r/min,进给速度为120mm/min。工件坐标系原点(Xo、Yo)设定在¢40mm的孔中心位置,其Z坐标定在毛坯上表面,起刀点在(0,0,100)位置,从A点切入(图中左下角),采用顺铣方式加工,利用刀具半径补偿功能(刀具半径补偿值放在D2中),编写外轮廓加工程序。
免费的网站请分享给朋友吧