首页
题目
TAGS
首页
/
题库
/
[判断题]精加工工件时,应在加工中随时测量工件尺寸的答案
搜答案
精加工工件时,应在加工中随时测量工件尺寸。
判断题
2022-05-20 14:57
A、正确
B、错误
查看答案
正确答案
错误
试题解析
标签:
高校实验室安全考试
感兴趣题目
加工中心的主要加工对象是箱体类工件、复杂曲面周工件、();()和新产品试制中的工件。
对于较小的工件,通常放在()上加工,对于大型工件则放在()上加工.
万能加工中心在工件一次安装中,可以加工工件上的()面。
()适宜加工大型工件或同时加工多个中小型工件。
在加工工件时,工件加工表面上出现亮点等现象,这说明()
加工工件时,可在加工过程中随时测量工件尺寸。
精加工工件时,应在加工中随时测量工件尺寸。
电火花加工中粗加工时工件常接(正)极,精加工时工件常接(负)极。
工件夹紧要牢固、可靠,并保证工件在加工中()不变。
电火花加工粗加工时工件常接()极,精加工时工件常接()极;线切割加工时工件接负极;电极加工时工件接()极;电解磨削时工件接正极;电刻度时工件接()极。
当工件加工后尺寸有波动时,可修改()中的数值至图样要求。
定位误差指工件定位时被加工表面的()沿工序尺寸方向上的最大变动量。
相关题目
轮廓加工完成时,应在刀具离开工件之前取消刀补。( )
工件加工时,压紧工件使工件不动就是工件定位。
加工工件时,将其尺寸一般控制到()较为合理。
线切割加工中工件几乎不受力,所以加工中工件不需要夹紧。
电火花加工是非接触性加工(工具和工件不接触),所以加工后的工件表面无残余应力。
工件在夹具中定位时,由于工件和定位元件总会有制造误差,故在加工中会产生()误差。
夹具各主要尺寸精度和相互位置精度与工件加工要求有直接关系,取工件上相应公差的()。
在镗床上加工外圆柱面工件,大都为外形尺寸大、重量重,加工面同基准面有尺寸精度和位置精度要求。
对加工质量要求不高,工件刚性足够,毛坯质量高,加工余量小的工件也可不划分加工阶段。
薄壁工件在加工过程中,常因夹紧力、切削力合热变形的影响而引起(),影响工件的加工精度。
通过切削加工方法中获得工件尺寸的方法有试切法、静调整法、()、主动及自动测量控制法。
工艺系统有力的作用下产生变形和位移,加工工件时造成工件几何形状和尺寸()。
当一批工件尺寸的标准差增大时,意味着加工该批工件工序的()。
孔加工刀具的切削工作是在工件内表面进行的,刀具的结构尺寸要受到工件孔径尺寸、长度的限制,通常()较低。
图纸上标志制件加工尺寸为Φ50+0.1,说明加工工件允许上偏差为0.1mm。
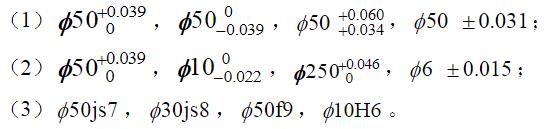
在下列尺寸标注中,判别哪个工件尺寸公差等级最高、加工最困难?哪个工件尺寸公差等级最低、加工最容易?
工件温度在200℃以上进行加工者,是热加工,工件温度在200℃以下加工者是冷加工。()
夹具用来装夹被加工工件以完成加工过程,同时要保证被加工工件的(),并使装卸尽可能方便、快捷。
为什么在轴类加工件中要使用接近加工件尺寸的毛坯?
在加工薄壁工件时,要充分冷却、润滑工件,减少()对工件加工精度的影响。
广告位招租WX:84302438
题库考试答案搜索网
免费的网站请分享给朋友吧