在自重节点载荷F=10kN,移动载荷P 1=P 2=100KN作用下,求悬臂桁架杆件O 1,O 2,O 3的内力N 1,N 2,N 3,并选择其截面,验算移动载荷在悬臂端点产生的挠度。桁架尺寸如图所示,图中单位为m。上、下弦杆由双角钢组成形截面,腹杆由双角钢组成形截画。形上弦杆上面焊有60mm×60mm的方钢轨道,各节点均设有水平支撑。已知材料为Q235,许用应力[σ]=175MPa,许用挠度[Y L]350/L C,许用长细比[λ]=120。 

某力在直角坐标系的投影为:Fx=30kN,Fy=40kN,此力的大小是()
某力在直角坐标系的投影为:Fx=30kN,Fy=40kN,此力的大小是()

力F1、F2共线如图所示,且F1=2F2,方向相反,其合力FR可表示为:()
已知某抽油机井的杆长为L,杆截面积为fr,泵截面积为fp,液体相对密度为ρ、钢的相对密度为ρs,重力加速度为ɡ,那么该井活塞上的液柱载荷是()。





(1)F1、F2与A、B的逻辑关系是( );
一般下挠度修理界限规定为:对起重机做额定载荷的静负荷试验,测出从主梁水平线量起的下挠量f载,如()则应修理。
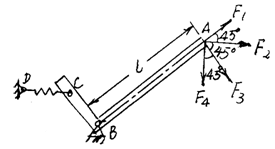
图示中四个力F1、F2、F3、F4对B点之矩是()。
某独立柱基的基底尺寸为2600mm×5200mm,柱底由荷载标准值组合所得的内力值:F1=2000kN,F2=200kN,M=1000kN·m,V=200kN;柱基自重和覆土标准值G=486.7kN。基础埋深和工程地质剖面如下图所示。
某独立柱基的基底尺寸为2600mm×5200mm,柱底由荷载标准值组合所得的内力值:F1=2000kN,F2=200kN,M=1000kN·m,V=200kN;柱基自重和覆土标准值G=486.7kN。基础埋深和工程地质剖面如下图所示。
某独立柱基的基底尺寸为2600mm×5200mm,柱底由荷载标准值组合所得的内力值:F1=2000kN,F2=200kN,M=1000kN·m,V=200kN;柱基自重和覆土标准值G=486.7kN。基础埋深和工程地质剖面如下图所示。
某独立柱基的基底尺寸为2600mm×5200mm,柱底由荷载标准值组合所得的内力值:F1=2000kN,F2=200kN,M=1000kN·m,V=200kN;柱基自重和覆土标准值G=486.7kN。基础埋深和工程地质剖面如下图所示。
某独立柱基的基底尺寸为2600mm×5200mm,柱底由荷载标准值组合所得的内力值:F1=2000kN,F2=200kN,M=1000kN·m,V=200kN;柱基自重和覆土标准值G=486.7kN。基础埋深和工程地质剖面如下图所示。
某双柱下条形基础梁,由柱传至基础梁顶面的竖向力设计值分别为F1和F2。基础梁尺寸及工程地质剖面如下图所示。假定基础梁为无限刚度,地基反力按直线分布。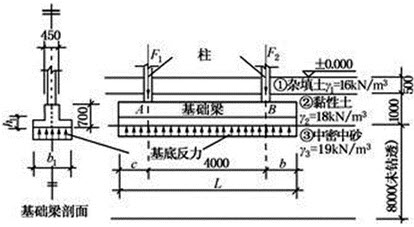
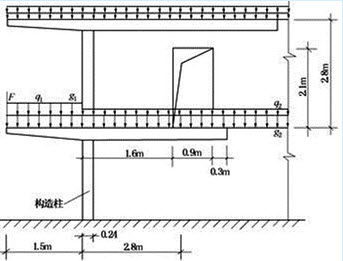
某钢筋混凝土挑梁如下图所示,l=1.5m,l1=2.8m,b=240mm,hb=300mm。挑出截面高度150mm,挑梁上墙体高度2.8m,墙厚h=240mm。墙端设有构造柱240mm×240mm,距墙边1.6m处开门洞,bh=900mm,hh=2100mm,楼板传给挑梁的荷载标准值为:梁端集中作用的恒载Fk=4.5kN,作用在挑梁挑出部分和埋入墙内部分的恒载g1k=17.75kN/m,g2k=10kN/m,作用在挑出部分的活载q1k=8.52kN/m,埋入墙内部分的活载q2k=4.95kN/m,挑梁挑出部分自重1.56kN/m,挑梁埋在墙内部分自重1.98kN/m,墙体自重19kN/m3。
某产品共有五项功能F1、F2、F3、F4、F5,采用0-1评分法时,其功能修正得分分别为3、5、4、1、2,则F3的功能评价系数为()。
桩数为4根的桩基础,若作用于承台顶面的轴心竖向力Fk=200kN,承台及上覆土自重Gk=200kN,则作用于任一单桩的竖向力Qik为:()
某力在直角坐标系的投影为:Fx=3kN,Fy=4kN,此力的大小是()
某力在直角坐标系的投影为:Fx=4kN,Fy=3kN,此力的大小是()
某力在直角坐标系的投影为:Fx=3kN,Fy=4kN,此力的大小是()
(1)F1、F2与A、B的逻辑关系是( );
设某种零件批量n=3件,加工工序数m=4,每道工序的单件加工时间:t1=10min,t2=5min,t3=15mm,t4=10min。
试用顺序移动方式、平行移动方式、平行顺序移动方式计算该批零件的加工周期。
免费的网站请分享给朋友吧